準確性直接決定了作業的安全性和工程質量
管道帶壓開孔機的準確可靠是其核心優勢之一,直接決定了作業的安全性和工程質量。其優勢特征體現在高精度控制、穩定機械結構、多重密封保障、智能監測反饋四個維度
管道帶壓開孔機的準確可靠是其核心優勢之一,直接決定了作業的安全性和工程質量。其優勢特征體現在高精度控制、穩定機械結構、多重密封保障、智能監測反饋四個維度,能夠滿足復雜工況下對孔徑精度、密封性及設備穩定性的嚴苛要求。以下是具體闡述:
1. 高精度控制:毫米級切削,確保孔徑與位置精度
精密驅動系統:
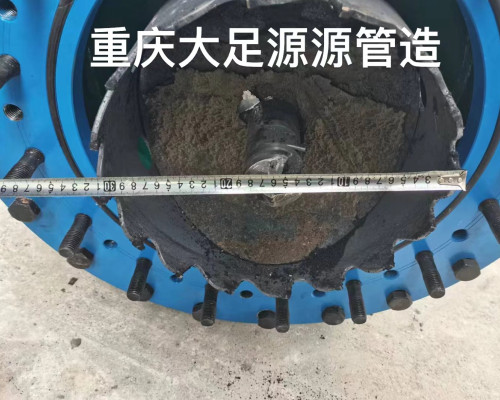
采用伺服電機或液壓馬達驅動,結合高精度減速機,實現切削速度的無級調節(如0.1-500rpm),進給量控制精度達0.01mm/轉,避免因速度波動導致的孔徑偏差。例如,在DN300天然氣管道開孔中,孔徑誤差可控制在±0.05mm以內,滿足在線監測探頭安裝需求。
閉環反饋控制:
通過編碼器實時監測刀具位置與切削力,結合PID算法動態調整參數,確保切削過程穩定。例如,當遇到管道內壁結垢或材質不均時,系統自動降低進給速度,防止刀具卡滯或偏移。
定位與導向技術:
配備激光定位或機械導向裝置,確保開孔位置與管道軸線的垂直度偏差≤0.5°,避免因偏心導致的密封失效或管壁損傷。
2. 穩定機械結構:抗振動、耐高壓,保障長期可靠性
高強度主體設計:
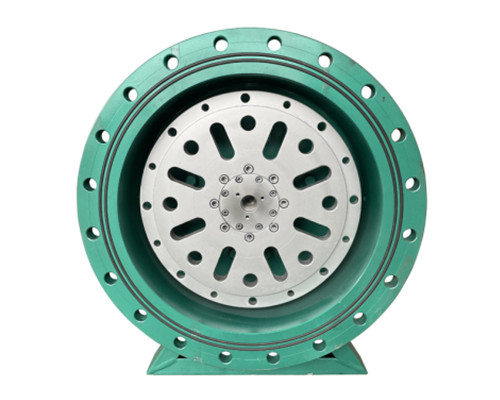
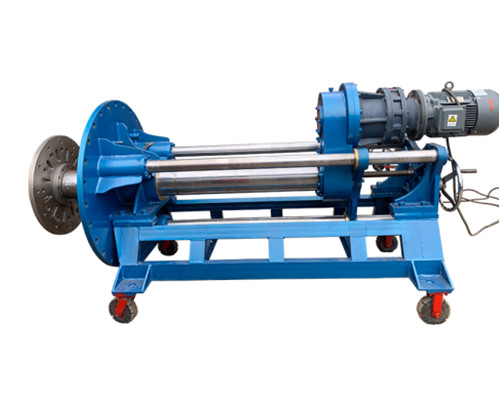
設備框架采用合金鋼整體鑄造或焊接結構,經有限元分析優化,可承受管道壓力達25MPa(遠超常規作業需求),同時抵抗切削振動對設備的影響。例如,在高壓氫氣管道開孔中,設備主體變形量小于0.02mm,確保長期使用無故障。
精密軸承與導軌:
主軸采用角接觸球軸承或圓柱滾子軸承,配合高精度導軌,實現刀具的徑向與軸向準確移動,振動幅度小于0.05mm,避免因振動導致的切削面粗糙度超標。例如,在化工管道開孔中,切削面粗糙度可達Ra0.8μm,滿足焊接或密封要求。
模塊化設計:
關鍵部件(如鉆頭、密封組件)采用快速更換模塊,減少現場調試時間,同時確保各模塊間的配合精度。例如,在緊急搶修場景中,模塊化設計可使設備在10分鐘內完成部件更換,恢復作業能力。
3. 多重密封保障:三級防護,杜絕介質泄漏
焊接短節密封:
開孔前在管道上焊接短節,通過全熔透焊接工藝確保短節與管道的金屬結合,承受壓力與管道本體一致,消除焊接缺陷導致的泄漏風險。例如,在液化天然氣(LNG)管道開孔中,焊接短節需經X射線探傷檢測,合格率100%。
閥門密封:
焊接短節后安裝全通徑球閥或閘閥,通過金屬密封或軟密封結構(如聚四氟乙烯+彈簧加載),實現閥門關閉時的零泄漏。例如,在氧氣管道開孔中,閥門密封需滿足GB/T 13927標準,泄漏率≤0.001L/min。
開孔器密封:
開孔過程中,刀具與密封墊片(如丁腈橡膠或氟橡膠)緊密貼合管道內壁,形成動態密封,防止切削碎屑或介質泄漏。例如,在腐蝕性介質管道開孔中,密封墊片需具備耐酸堿、耐高溫性能,壽命達500次以上。
集成高清攝像頭與圖像處理算法,實時顯示切削面狀態(如粗糙度、裂紋),并自動生成檢測報告。例如,在核電站管道開孔中,視覺監測可替代人工目視檢查,提高作業安全性與檢測效率。


 微信號:微信號
微信號:微信號




 公安備案號:
公安備案號: 網站首頁
網站首頁
 產品中心
產品中心
 添加微信
添加微信
 電話咨詢
電話咨詢